Praktische uitvoering
Apparatuur
Hiernaast is een stationaire pers afgebeeld waarbij de clinchnieten via een slangsysteem aangevoerd worden naar de nietkop. Via voetbediening komt de cilinder omlaag en zal de clinchniet in het materiaal gedrukt worden.
| 1 = aandrijving d.m.v. cilinder 2 = toevoereenheid van clinchnieten 3 = toevoerslang clinchnieten 4 = nietkop 5 = besturingskast voor het gehele proces |  |
Instellen van de machine
Hierbij moeten we op de volgende punten letten:
- uitlijning van stempel en matrijs
- juiste persdruk
- goede slaglengte
- juiste niet gebruiken
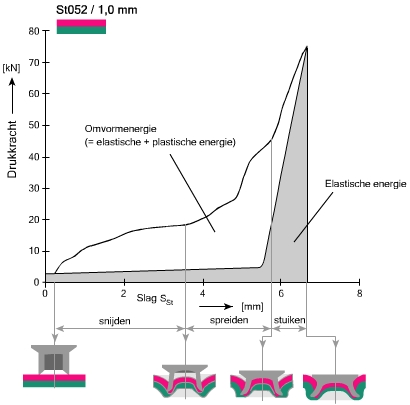
In de naaststaande tabel is de benodigde perskracht verticaal uitgezet en de stempelweg
horizontaal uitgezet.
We zien dat de holle niet in het begin alleen snijdt met een kleine perskracht.
Halverwege de stempelweg gaat de niet zich spreiden en loopt de benodigde perskracht snel op. Het laatste deel van de stempelweg worden het materiaal en de niet vlakgedrukt (stuiken).
Kwaliteitscontrole:
De clinchniet verbindingen worden op kwaliteit gecontroleerd door proefplaatjes te belasten tot de verbinding kapot gaat. Dit doen we door de trekproef. Hierbij worden proefplaatjes gebruikt zoals hieronder te zien is.
 |  |
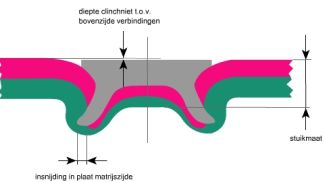
Verder kunnen er ook doorsneden van gemaakte verbindingen worden onderzocht, waarbij op de volgende punten gecontroleerd wordt:
- stuikmaat
- insnijding in plaat matrijszijde
- diepte niet t.o.v. bovenzijde verbinding