Het proces
Het nietproces
Het nietproces kan op twee manieren:
- stansnieten met holle niet en insnijding
- clinchnieten met massieve niet zonder insnijding
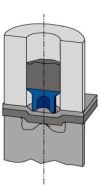
Stansnieten met holle niet en insnijding:
De holle niet wordt onder druk van de bovenstempel, door het bovenliggende materiaal gedrukt. De niet heeft hier de functie van snijdende stempel.
Door de holle vorm van de matrijs vervormt de niet en wordt samen met het onderliggende materiaal naar buiten gedrukt.
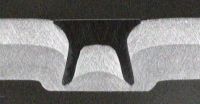
Er is nu een verbinding tot stand gebracht waarbij de niet in het materiaal achterblijft. De onderplaat wordt niet doorgesneden.
- hoge treksterkte van de verbinding, dubbel zo groot als bij drukvoegverbindingen
- niet voorboren
- geen positioneer problemen
- geen afval
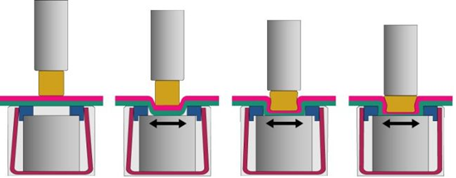
 |  |  | |
stap 1 stap 2 stap 3 stap 4
Stap 1: de niet is gepositioneerd en begin persslag
Stap 2: de niet wordt in het bovenste plaatdeel gedrukt.
Stap 3: de niet drukt door bovenste plaatdeel heen
Stap 4: de niet zet zich vast in onderste plaatdeel
Door het toegevoegde materiaalvolume van de niet wordt de bovenplaat van het werkstuk weer opgevuld en ontstaat er geen noemenswaardige oneffenheid.
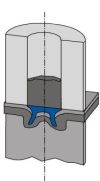
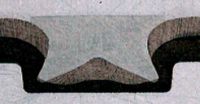
Clinchnieten met massieve niet zonder insnijding
De massieve niet is een eenvoudig busje. Het wordt aan de bovenzijde automatisch aangevoerd en onder de stempel gepositioneerd.
De niet heeft hier de functie van een niet-snijdende stempel.
De verbinding komt tot stand door de niet met kracht in de plaatdelen te drukken en hierbij het materiaal te vervormen.
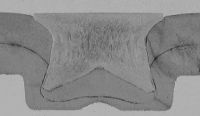
Het materiaal wordt in de ondermatrijs geperst, waarbij de vier lamellen in de matrijs naar buiten worden gedrukt. Hierdoor krijgen de plaatdelen de ruimte om te vervormen en ook de niet wordt hierbij vervormd en blijft in het materiaal achter.
Vooral bij dunne materialen geeft dit een sterkere verbinding dan met de holle niet.
Door het toegevoegde materiaalvolume van de niet wordt de bovenzijde van het werkstuk weer opgevuld en ontstaat er geen noemenswaardige oneffenheid.
| Materiaal stempelzijde Aluminium 1 mm Materiaal matrijszijde Staal 1,2 mm Aluminium niet Ø5x5 perskracht 53 KN koptrekkracht 1700 N afschuifkracht 2900 N | 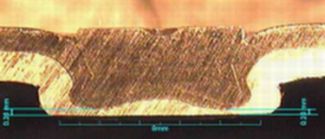 |
Verbindingen met volle niet
Met het clinchnieten is het mogelijk drie- of meerlagen verbindingen te maken. Hieronder zie je enige voorbeelden.
materiaal: bovenste laag aluminium 1 mm |  |
materiaal: bovenste laag roestvaststaal 0,8 mm | 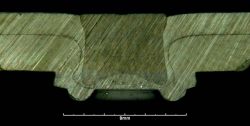 |
In tegenstelling tot bij het drukvoegen zijn onderstaande zacht in hard |  |
De plaatdikten die verbonden kunnen worden zijn afhankelijk van de diameter en lengte van de clinchniet.
In de tabel hiernaast zijn de nietafmeting en perskracht af te lezen bij het gebruik van een volle niet.
Totale plaatdikte | Afmeting niet | Perskracht |
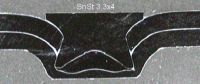
| 1,2 tot 2,0 mm | A 3,5 x 4 | 30 - 35 KN |
| 1,8 tot 3,0 mm | A 5 x 5 | 50 - 60 KN |
| 3,0 tot 4,5 mm | A 5 x 6 | 45 - 55 KN |
Verbindingen met holle niet
Bij de holle niet moet het plaatdeel aan de matrijszijde minstens 1 mm zijn en ligt de totale plaatdikte tussen 2 en 4,5 mm.
De gebruikte stansnieten dienen van hetzelfde of soortgelijk materiaal te zijn, als het materiaal wat verbonden wordt, dit in verband met corrosiegevaar.
materiaal:
|  |
materiaal:
|  |
materiaal:
|  |
materiaal:
|  |
materiaal:
|  |