Ponsklinken, stans-clinchnieten
Wat is nieten?
|  |
| Technieken nieten
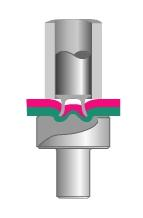
Bij het nieten met de massieve niet krijgen we geen insnijding van de niet in het materiaal en zal het materiaal alleen vervormd worden. |
Gereedschap
De pers heeft opnemers voor het bovengereedschap en het ondergereedschap.
Het bovengereedschap heet de nietkop met stempel. Deze stempel is een druknippel. Deze is bevestigd door middel van klemmen of schroeven in de ram van de pers.
Het ondergereedschap is een matrijs. Deze is bevestigd door middel van klemmen of schroeven in de onderhouder van de pers
Werkvolgorde
De werkvolgorde bij clinchnieten bestaat uit 4 stappen:
1. Het plaatmateriaal wordt op de matrijs gelegd en de niet wordt met de nietkop op het materiaal gedrukt. 4. De niet wordt vlak gedrukt met de bovenzijde van het materiaal en de verbinding is gereed. |
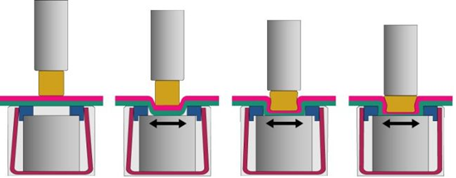
stap 1 stap 2stap 3 stap 4
Soorten nieten
Er zijn verschillende soorten clinchnieten toepasbaar:

Bij de massieve clinchniet zijn er verschillende kwaliteiten en deze zijn met een kleur weergegeven. De nieten hebben een verschillende hardheid en dus ieder een ander toepassingsgebied. De hardheid wordt aangegeven in Hardheid Vickers (HV)
- Blauw voor aluminium plaat, treksterkte < 210 N/mm², 300 HV.
- Zilver voor aluminium en staalplaat, treksterkte 210 - 500 N/mm², 400 HV.
- Zwart voor hoogwaardige staalsoorten, b.v. roestvaststaal, treksterkte > 450 N/ mm², 500 HV.
De volle niet wordt met een code aangegeven. Voorbeeld: A5 x 6 - 2 betekent:
A = nietvorm (volle niet)
5 = nietdiameter 5 mm
6 = lengte niet 6 mm
2 = hardheidsklasse 400HV, (0 = 300HV)
Verder zijn er nog de volgende soorten holle stansnieten:
 De stalen stansniet in C-vorm voor standaardverbindingen en dunwandige plaatdelen die aan de matrijszijde goed vervormbaar zijn (nietdiameter 3,3 of 5,3 mm).
De stalen stansniet in C-vorm voor standaardverbindingen en dunwandige plaatdelen die aan de matrijszijde goed vervormbaar zijn (nietdiameter 3,3 of 5,3 mm).
De stalen stansniet in V-vorm voor de sterkere materiaalsoorten en aan
de matrijszijde slecht vervormbare plaatdelen (nietdiameter 3,3 of 5,3 mm).
 De aluminium stansniet in V-vorm voor aluminium en voor andere dunwandige lichtmetalen en ook bij kunststof aan de stempelzijde (nietdiameter 3,3 of 5,3 mm).
De aluminium stansniet in V-vorm voor aluminium en voor andere dunwandige lichtmetalen en ook bij kunststof aan de stempelzijde (nietdiameter 3,3 of 5,3 mm).
Nietaanvoersysteem
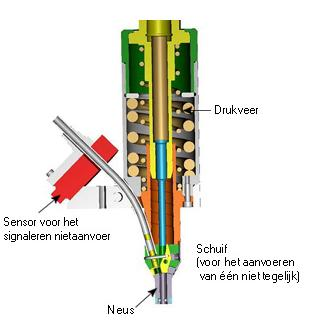 De clinchniet wordt toegevoerd met een slangaanvoersysteem naar de kop van de machine. Dit gebeurt door middel van perslucht. In de kop wordt de niet gepositioneerd en door middel van de bovenstempel in het materiaal gedrukt.
De clinchniet wordt toegevoerd met een slangaanvoersysteem naar de kop van de machine. Dit gebeurt door middel van perslucht. In de kop wordt de niet gepositioneerd en door middel van de bovenstempel in het materiaal gedrukt.
Hierbij is het aanvoersysteem zo uitgevoerd dat er maar
één niet tegelijk in de kamer kan.
Doordat de clinchniet symetrisch van vorm is en de lengte groter dan de diameter, verloopt de aanvoer van de niet probleemloos.
Werking nietaanvoersysteem
1. De clinchniet wordt door perslucht of zwaartekracht in de schuif gebracht.
2. Hierna volgt de stempelslag waarbij de veer ingedrukt wordt en de niet naar beneden gaat.
3. Op het einde van de slag wordt de niet in het materiaal gedrukt en gaat de stempel weer omhoog.
 | 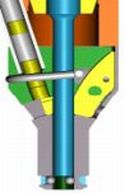 | 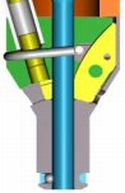 |
stap 1 stap 2 stap 3
Bij dit nietaanvoerstation wordt er geen persbeweging gemaakt als:
- er 2 nieten tegelijk aangevoerd worden
- er geen niet aangevoerd is
Hierdoor wordt een mogelijk breken van de stempel voorkomen.
Stansnieten worden aangevoerd met een patroonband of door middel van een trilvuller.
Doordat de stansnieten uitgevoerd zijn met een kop, moeten de nieten altijd in de juiste
positie worden aangevoerd om storingen te voorkomen.