Soorten, kwaliteiten, eigenschappen
Procesdrukvoegen
We delen het drukvoegen in twee groepen:
- drukvoegen zonder insnijdingen
- drukvoegen met insnijdingen
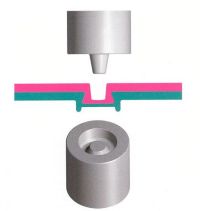

Drukvoegen zonder insnijdingen
Kenmerken:
- De verbinding heeft meestal een ronde vorm.
- Het bovengereedschap wordt in het plaatmateriaal gedrukt in combinatie met het ronde ondergereedschap.
- Het materiaal wordt ter plaatse wel dunner, maar er ontstaat een verbinding van goede kwaliteit.
- Minder geschikt om meerdere lagen met elkaar te verbinden: een van de lagen kan gaan scheuren.
- De verbinding is bij twee lagen gas- en vloeistofdicht.
Procesvarianten bij drukvoegen zonder insnijden
Vlakpunt- drukvoegen |  |  |
Toepassing:
|  |  |
De kwaliteit van de verbinding is gelijk aan de standaardverbinding. |  |  |
|  |  |
Drukvoegen met insnijdingen
Kenmerken:
- Vorm van verbinding meestal rechthoekig of ovaal.
- De delen worden in langsrichting doorgesneden en onder de onderste plaat gebracht.
- Daar wordt het materiaal in dwarsrichting naar buiten gedreven terwijl de kopse kanten met het basismateriaal verbonden blijven.
- Geschikt om meerdere lagen met elkaar te verbinden.
- De verbinding is niet gas- of vloeistofdicht.
Het drukvoegen met insnijding kan op twee manieren:
- drukvoegen met insnijding matrijszijde
- drukvoegen met insnijding beide plaatdelen
Drukvoegen met insnijding matrijszijde
Door het insnijden van een plaatdeel is er minder kracht nodig om de verbinding tot stand te brengen. De ondermatrijs bestaat uit twee snijmessen en een tegenhouder.
Het proces in drie stappen:
- De stempel drukt het materiaal in de matrijs.
- De plaat aan de matrijszijde wordt ingesneden en alleen de plaat aan de stempelzijde wordt vervormd.
- De beide plaatdelen zijn verbonden en de stempel trekt zich terug.
Drukvoegen met insnijding beide plaatdelen
Door het insnijden van beide plaatdelen is er nog minder kracht nodig om de verbinding te verkrijgen. De bovenstempel en de 2 snijmessen snijden hierbij in het materiaal.