Slitten
Slitten
Na het richten is het op maat brengen van het materiaal tot hanteerbare platen of stroken meestal de volgende bewerking. Knippen met guillotinescharen en slitten zijn de meest gebruikte technieken om dit efficiënt en op grote schaal te doen.
Slitten is een mechanisch scheidingsproces dat veel gebruikt wordt om stroken van coil (rol metaal) te snijden. Ook wordt het veel toegepast bij het verdelen van grote platen in enkele kleinere exemplaren, vooral als dit in een productieomgeving veelvuldig moet gebeuren.

Figuur 1.
Met slitten worden alleen rechte sneden gemaakt, bij dit continue knipproces wordt de te slitten plaat tussen twee cirkelvormige messen door gehaald. De messen zijn gemonteerd op roterende assen, ook hier is sprake van een ondermes en een bovenmes. Doordat de messen cirkelvormig zijn, staan ze automatisch onder een hoek met het te snijden plaatmateriaal.
Het slitten is een scheidingsproces dat met zeer hoge snijsnelheden (tot 200 m/min) kan worden uitgevoerd en een proces dat voornamelijk in grootschalige productie wordt toegepast.
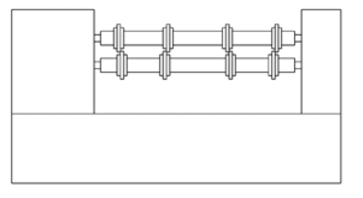
Figuur 2. Schematische weergave slitopstelling
De messen zijn in horizontale richting ten opzichte van elkaar iets verschoven, waardoor de benodigde knipspleet ontstaat.
De knipspleet is instelbaar, net als de verticale overlap tussen de messen. De knipspleet zal in het algemeen iets groter gekozen moeten worden voor hoge sterkte staal. Op beide assen kunnen meerdere messen gemonteerd zijn; de onderlinge afstand tussen de messen op één as bepaalt de breedte van de te slitten strook.
Er zijn twee wijzen van slitten mogelijk.
1e: Hier wordt de plaat actief langs de messen getrokken. De messen bewegen hierbij passief; ze worden in beweginggebracht door het voortbewegen van de plaat. Een nadeel van deze methode is, dat de trekspanning in de plaat hoog kan zijn, zodat er zeker bij dunne materialen (<0,25 mm) een grote kans op scheuren is.
2e: Bij deze wijze van slitten zijn de messen wel aangedreven (actieve
mesbeweging), de plaat wordt dan langs de messen geduwd. Hierbij is er geen sprake van hoge trekspanning in het materiaal.

Figuur 3. Productnauwkeurigheid
De breedtetolerantie van geslitte stroken is ± 0,1 mm; de tolerantie op de rechtheid in langsrichting is volgens EN 10131 kleiner dan 0,3% (maximaal 6 mm over 2 m lengte). De minimale strookbreedte bedraagt in de praktijk ongeveer 20 mm. Afwijkingen op de rechtheid in langsrichting worden veroorzaakt door slingeren van de plaat. Goed afrollen van het materiaal van de coil en een goede rechtgeleiding reduceren deze afwijking sterk. Bij bekleed materiaal is de brosheid van de bekleding vaak een beperking voor het goed kunnen inzetten van het slitproces. Zo breekt de anodiseerlaag bij geanodiseerd aluminium vrij eenvoudig, waardoor aan beide zijden van de geslitte strook een onbruikbare zone zal ontstaan.
Het gebruik van een te grote of te kleine knipspleet is, net als bij het knippen met een guillotineschaar, van grote invloed op de gecreëerde snijzone en de nauwkeurigheid van de snede.
Bij het slitten van smalle stroken treden er vaak grote restspanningen op in het metaal. Hierdoor wijkt de strook af van zijn vlakke vorm en buigt deze uit, uit het vlak van de plaat. Deze kromme of gebogen stroken moeten worden gericht, voordat ze verder in een productieproces kunnen worden toegepast. Dit richten beïnvloedt de interne spanningen in het materiaal, en dus ook de eigenschappen van het plaatmateriaal.