Verloop van het proces
Verloop van het proces
In fig. 2 zijn de verschillende fasen van het ponsproces in beeld gebracht. De neerhouder is in deze figuur niet getekend, om het kortstondige lijncontact van snijder en snijplaat met de plaat of strook duidelijk aan te geven. Dit lijncontact gaat direct over in de vorming van het ringvlak. Het ringvlak brengt de kracht over van snijder en snijplaat op het productmateriaal. De vlakte druk op snijder en snijplaat wordt bepaald door de ponskracht en het oppervlak van het ringvlak. De afschuiving van het plaatmateriaal bepaalt mede de kwaliteit van het geponste product en gaat door tot de vervormbaarheid van het productmateriaal is uitgeput. Deze afschuiving wordt gevolgd door scheurvorming, die doorgaans start in de snijkant van het snijgat.
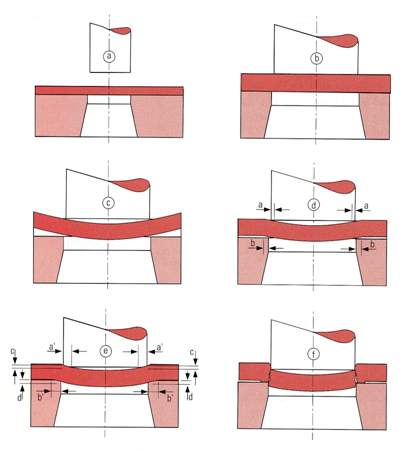
Figuur 2.
De lengte van de afschuiving wordt bepaald door de omvormbaarheid van het productmateriaal enerzijds en de spanningstoestand in de snijzone anderzijds. Uit figuur 3 blijkt, dat lage trekspanningen in de snijzone de lengte van de afschuining vergroten. Dit is het geval, wanneer met kleine snijspleten en grote neerhouderkrachten wordt gewerkt.
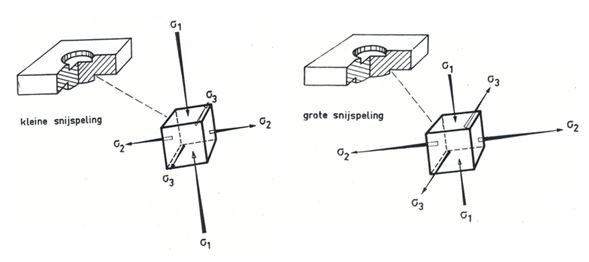
Figuur 3.
De betekenis van het ringvlak is voor de productkwaliteit nihil. De wetenschap, dat de ponskracht op het ringvlak wordt uitgeoefend, is tegen de achtergrond van gereedschapbelasting van groot belang. Zie fig.4. Het is dus van belang, dat de gereedschapsconstructeur bij het ponsen van kleine gaten de vlaktedruk op snijder en snijplaat is.
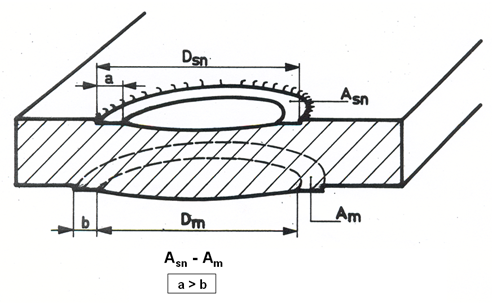
Figuur 4.