Bijzondere ponsprocessen
Bijzondere ponsprocessen
Omdat in de loop der tijd steeds hogere eisen aan geponste producten worden gesteld, worden bijzondere vaak ponsprocessen toegepast. Deze bijzondere eisen hebben betrekking op:
- hoogte en de sterkte van de braam
- kwaliteit van het scheidingsvlak
- vlakheid van het product
Naast het optimaliseren van het “conventionele” ponsproces zijn hiervoor de volgende bijzondere ponsprocessen beschikbaar.
- extrusieponsen
- braamloos ponsen
- ponsen met tegenhouder
- naschaven
Extrusieponsen
Dit proces wordt toegepast indien gaten met een goede vormnauwkeurigheid moeten worden geponst in dik (> 3 mm) staal of aluminium; dus zonder dat richelvorming of een extreem schuin breukvlak is toegestaan.
Het ponsgereedschap voor extrusieponsen onderscheidt zich van het conventionele ponsgereedschap (fig. 11) door:
- een conische neus aan de snijder, die een hoogte heeft van 0,75 x t
- de conische neus maakt het ponsen met een grote en daarna een zeer kleine snijspleet mogelijk. De grote snijspleet bedraagt 19 % van de plaatdikte, terwijl de kleine snijspleet 2,5 % van de plaatdikte bedraagt.
Laatst genoemde snijspleet maakt een goed geleid ponsgereedschap noodzakelijk, omdat anders de kans dat de snijder de snijrand raakt, met overmatige slijtage als gevolg, groot is.
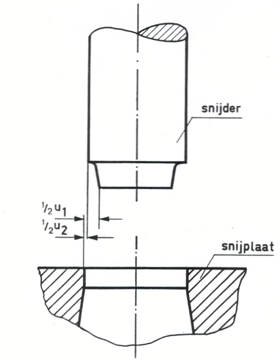
Fig. 11 Gereedschap voor extrusieponsen
Het procesverloop is in fig. 12 weergeven en verloopt als volgt:
- snijder raakt het materiaal en bouwt kracht op.
- gezien de extreem grote snijspleet scheurt het materiaal in en is een onnauwkeurig gat gesneden.
- de conische neus roept zijdelingse krachten en daarmee een extrusieeffect op, zodat de inscheuring wordt uitgesteld. Er wordt op deze wijze over de gehele plaatdikte een gladde snede gerealiseerd.
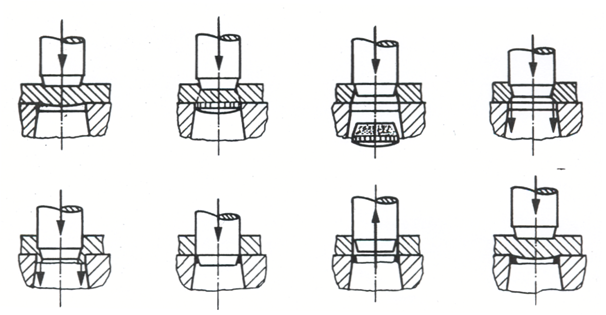
Figuur 12. Procesverloop bij het extrusieponsen van gaten
Het ponsafval bestaat uit een voorgeponste conische dop en een ring met trapeziumvormige doorsnede. Zie fig. 13
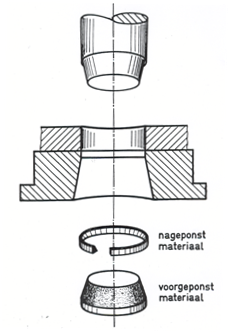
Figuur 13. Ponsafval bij extrusieponsen
In fig. 14 is verschil weergegeven tussen een gat door conventioneel ponsen vervaardigd en de vormnauwkeurigheid van een gat, dat middels extrusieponsen is gerealiseerd.
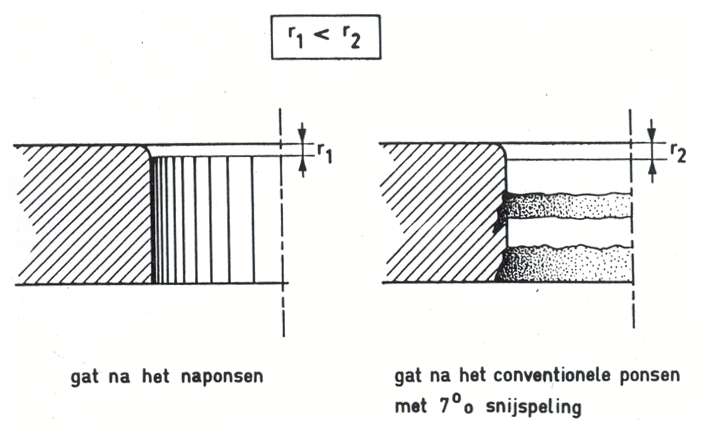
Figuur 14. Naponsen in vergelijking met conventioneel
De maat nauwkeurigheid, met het extrusieponsen tot stand komt is echter zeer matig. Het gat neemt de snijdervorm enigszins over en kan daarom op een plaatdikte van 10 mm ca. 0,3 mm conisch zijn.