Praktische uitvoering
Vormafwijkingen eindprofiel
Vormafwijkingen kunnen grote problemen geven met de verwerking en aansluiting op andere producten:
Camber: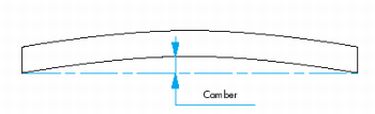
- zijdelingse kromming in het horizontale vlak;
- aangegeven in mm bij een bepaalde lengte;
- ontstaat doordat de restspanningen in het materiaal niet met elkaar in evenwicht zijn en hierdoor een buigend moment veroorzaken.
Up-Bow / Down-bow:
- kromming in het verticale vlak naar boven of naar beneden;
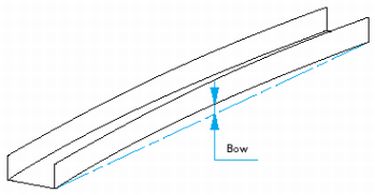
- aangegeven in mm per bepaalde lengte;
- ontstaat als de profielen geen verticale symmetrie hebben, waardoor asymmetrische restspanningen en een buigend moment ontstaan.
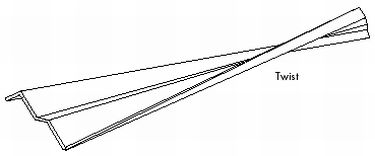 Twist:
Twist:
- tordering van het profiel, opgegeven in graden per bepaalde lengte.
End Flare:
- vervorming aan de uiteinden als profiel wordt afgekort;
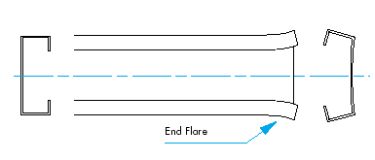
- veroorzaakt doordat inwendige spanningen na het afkorten een nieuw evenwicht zoeken;
- kan zowel naar binnen als naar buiten plaatsvinden;
- Vervorming naar binnen = 'spring in'
- Vervorming naar buiten = 'spring out'
- voorkómen van end flare is moeilijk.
Crown: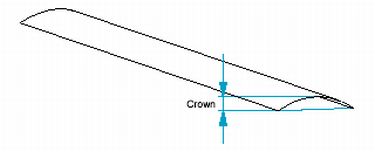
- dwarse bolling van het profiel;
- vaak met opzet aangebracht, bijvoorbeeld bij lamellen van een jaloezie.
Oil Canning:
- golving in het middenvlak, soms zichtbaar bij brede panelen;
- treedt op bij stuikspanningen in het materiaal, waardoor er knikverschijnselen in de plaat komen (alleen bij grotere vlakken);
- bij wand- en plafondpanelen ongewenst: de golvingen vallen op bij strijklicht.
Correcties
Camber, Crown en Twist worden vaak gecorrigeerd in een universeel richtapparaat, het zogenaamde 'Turks hoofd':
- dit apparaat wordt vaak na de laatste stand geplaatst
- er worden rollen op geplaatst die het profiel zo goed mogelijk moeten omsluiten
- is in horizontale en verticale richting te verplaatsen en kan ook verdraaid worden waardoor productafwijkingen gecorrigeerd worden.
Bij dunne profielen wordt het profiel vaak ook tussentijds gecorrigeerd:
- tussen twee stands in
- door een stand bewust iets uit de lijn te plaatsen.

Instellen drukkracht
De drukkracht is afhankelijk van:
- materiaalsoort
- plaatdikte
- buiggereedschap
- buighoek
Afhankelijk van de buiging moet per stand een buigkracht op de plaat
uitgeoefend worden om het profiel de gewenste vorm te geven.
Dus: boven- en onderrol goed afstellen voor de juiste omvorming.
Het afstellen van deze afstand gebeurt met voelermaten.
Aandachtspunten bij buigen voorgelakte plaat
- Zorg dat het omvormgereedschap zuiver en schoon is: kleine afwijkingen geven al een beschadiging.
- Behandel de platen of profielen op het einde van de lijn voorzichtig.
