Dieptrekbaarheid
Dieptrekbaarheidseigenschappen
Anisotropie-waarde (R) als maatstaf voor de dieptrekbaarheid
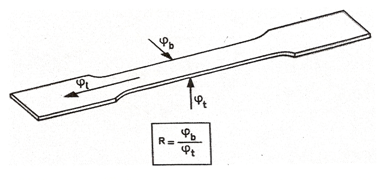
Figuur 9. Vervormingen die de R-waarde (anisotropie-waarde) bepalen
Hierbij zijn: φb = breedte verandering
φt = dikte verandering
bo
ln ----
be
R = -------
to
ln ----
te
Hierbij:
bo = oorspronkelijke breedte
be = eindbreedte
to = oorspronkelijke dikte
te = einddikte
Normaal anisotropie
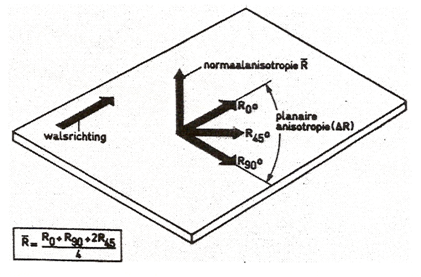
Figuur 10. Normaal anisotropie van plaatmateriaal als maatstaf voor de dieptrekbaarheid
Nadat bij een metaalplaat de waarden van R voor drie richtingen in het vlak gevonden zijn (0°, 45°, 90°), wordt de normale anisotropie coëfficiënt berekend uit de vergelijking:
_ R0 + R90 + 2.R45
R = -----------------------
4
_
Deze gemiddelde waarde R , wordt bij voldoende afname door de leverancier van het plaatmateriaal geleverd.
Planaire anisotropie
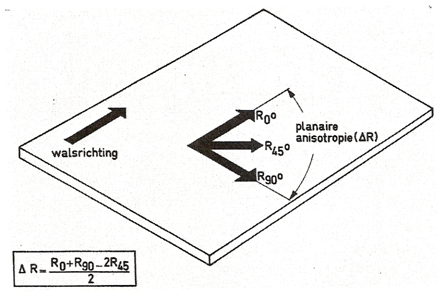
Figuur 11. Planaire anisotropie als maatstaf voor oorvorming
R0 + R90 - 2.R45
∆ R = -----------------------
2

Figuur 12. De rechter afbeelding laat een materiaal zien met een planaire anisotropie. De
eigenschappen zijn niet gelijk in de walsrichting, 45° en 90° t.o.v. de walsrichting.
α
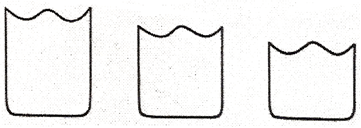
Goed redelijk slecht
dieptrekbaar dieptrekbaar dieptrekbaar
Figuur 13. Kwalificatie van de dieptrekbaarheid van het productmateriaal
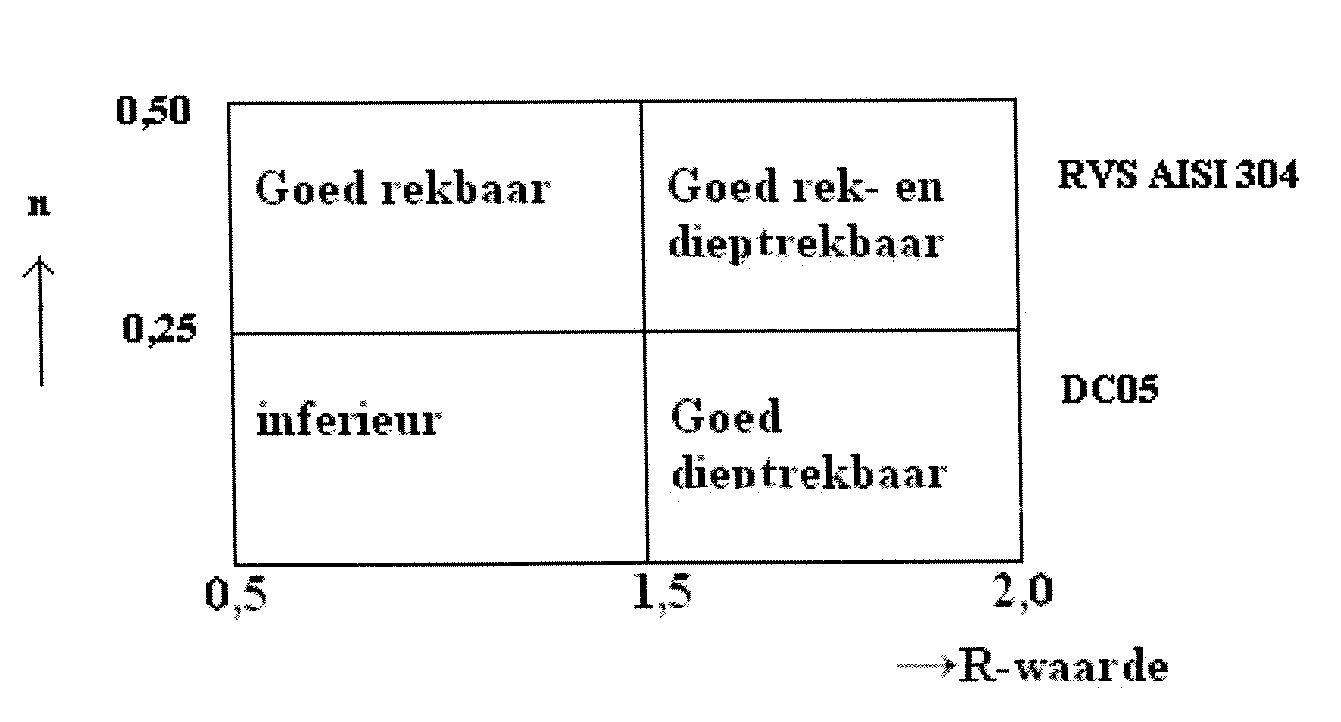
Figuur 14. Matrix voor productmaterialen, gekwalificeerd naar rekbaarheid en dieptrekbaarheid
Hierbij:R = normaalanisotropie
n = verstevigingsfactor
Tijdens het vervormen van plaat neemt de vloeispanning toe, dit noemen we versteviging.
Het materiaal wordt hierdoor sterker en de mate van versteviging is vastgelegd in de verstevigingsfactor n.
Dieptrekken Strekken
BekerproefErinchsenproef
Anisotropiefactor “R” ---Trekproef--- Verstevigingsfactor “n”
Figuur 15. Verschil tussen materiaalbeproevingen voor dieptrekken en strekken
Voordat je een gereedschap construeert, moet de productiemethode worden vastgesteld. Hierbij hoort een productanalyse, waarbij de aard van de bewerking wordt vastgesteld en de omvormeigenschappen van het productmateriaal kunnen worden bepaald. Hierbij kunnen dan tevens de uitvalrisico’s worden ingeschat. Zo zijn vaak de volgende drie deelprocessen in een product te vinden:
Deelproces: Mogelijke faaloorzaken:
- dieptrekken, dus stuiken- plooien en dwarsscheuren
- strekken - langsscheuren
- buigen - terugvering
buigen strekken dieptrekken
Figuur 16.De drie deelprocessen tijdens een dieptrekbewerking
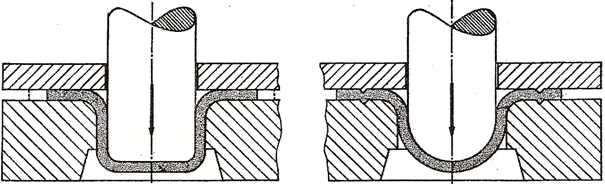
Dieptrekken
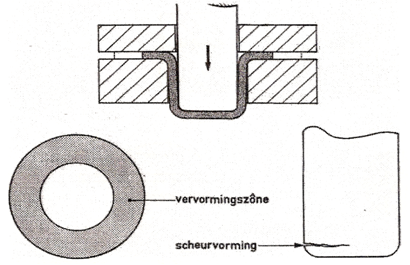
Figuur 17. Het stuiken in de flens wordt gerealiseerd door de intrekkracht met als begrenzing
scheurvorming
Het dieptrekproces vraagt van het materiaal, om gemakkelijk te kunnen stuiken en minder gemakkelijk in dikte veranderen. Dit is het geval voor materialen met hoge R-waarden.
Strekken
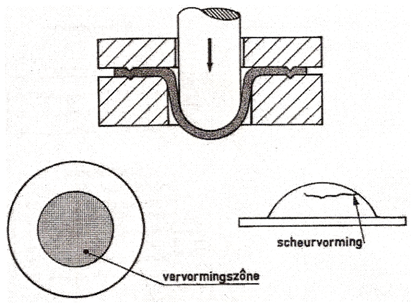
Figuur 18. Het strekken van het materiaal
Het strekproces stelt hoge eisen aan het plaatmateriaal m.b.t. de verstevigingeigenschappen. Bij het strekken vindt de deformatie onder het stempeloppervlak plaats en vervormt de flens niet of weinig, dus hoge n-waarden.
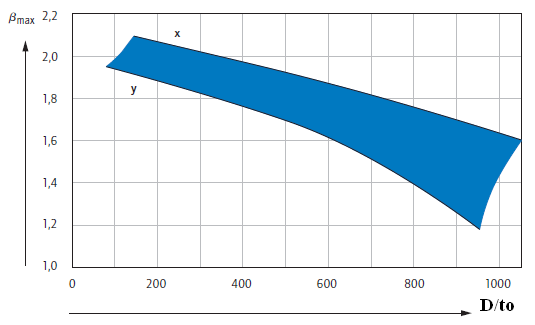
Figuur 19. De maximale dieptrekverhouding in relatie met de productafmetingen
en de dieptrekcondities.
In de automotive wordt vaak gebruik gemaakt van de grensvervormingskromme (GVK), die aangeeft welke vervormingen het materiaal kan ondergaan, zonder scheur- of plooivorming. Bij het gebruik van de GVK moet alleen gebruik worden gemaakt van berasterde plaat (cirkeltjes volgens bepaald patroon). Aan de hand van de verandering van deze cirkeltjes in bijvoorbeeld ellipsen, kan de rek-rek of rek-stuikombinatie in de GVK worden vastgesteld. Meestal worden deze GVK’s proefondervindelijk bepaald om de effecten van de dieptrek- en strekcondities goed in te schatten.
Ook geeft de kromme een beeld van de kwaliteit van omvormgereedschappen. Zo zal een radiusvergroting van de trekmatrijs resulteren in een combinatie van de hoofd- en secundaire rek, die minder dicht bij de breuk- of insnoeringslijn ligt. Hierdoor kun je dus een veiligheidsmarge creëren, die door het gereedschap of wellicht de smering tot stand is gekomen.
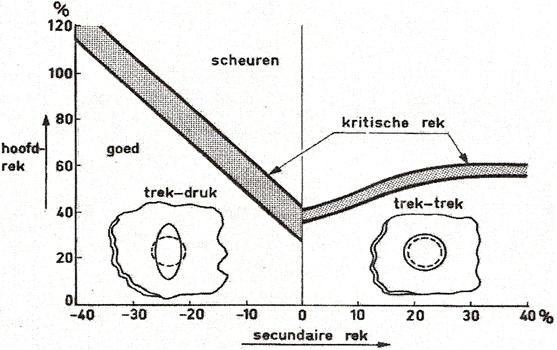
Figuur 20. Grensvervormingskromme