Doornbuigen van buis
Algemeen
Doornbuigen is een buigproces voor buisproducten waaraan hoge eisen worden gesteld. Tijdens het buigproces wordt de buis van binnen ondersteund door een flexibele doorn (zie figuur 3.1), waardoor minder ongewenste vervormingen optreden, zoals ovaliteit en plooivorming.

Fig. 3.1 Flexibele doorn
Een flexibele doorn is opgebouwd uit een as waarop met kogelgewrichten de flexibele elementen zijn bevestigd. Deze elementen dienen een minimale wrijving te hebben tijdens het proces. Er worden derhalve speciale materiaalsoorten gebruikt (zoals brons). Ook kunnen de elementen voorzien zijn van een coating of er wordt een geïntegreerd smeersysteem toegepast. In figuur 3.2 is de gereedschap lay-out te zien op een pijpenbuigmachine.

Fig. 3.2 Doorn met buigmal
Toepassingen van het doornbuigen leent zich zeer goed voor geavanceerde CNC-buigmachines, waarbij de procesafloop automatisch is. Er bestaan zelfs buigsystemen met robotondersteuning. In figuur 3.3 is een doornbuigmachine voor het buigen van buis afgebeeld.

Fig. 3.3 Pijpenbuigmachine
Procesbeschrijving
Aan de hand van de gereedschap lay-out (zie figuur 3.4), wordt het proces doornbuigen beschreven. De te buigen buis wordt over de flexibele buigdoorn geschoven. De buis wordt aan het begineinde vastgeklemd in een draaibare spantang. Deze klem beweegt de buis in de positie voor de eerste buiging. De flexibele doorn wordt in de juiste positie gebracht. De buis wordt nu slippend geklemd tussen de plooihouder en de buigslede. Aan de voorzijde van de buiging “klemt” de klembek de buis tegen de buigmal. De buigmal heeft de radius die nodig is voor betreffende buiging. Vervolgens draait de buigmal met glijdende klembek, waardoor de radius in de buis ontstaat. De klembek en buigslede worden nu gelost. De draaibare spantang, waarmee de machine de buis vasthoud, verschuift en verdraait de buis in de positie voor de volgende buiging. Deze stappen worden herhaald tot alle bochten in de buis zijn aangebracht. De draaibare spantang lost de buis en vervolgens kan het product uit de machine worden genomen. Indien gebruik wordt gemaakt van een CNC-doornbuigmachine vindt het proces automatisch plaats. Voorts is het van belang dat de juiste smering, zowel in- als uitwendig, wordt toegepast.
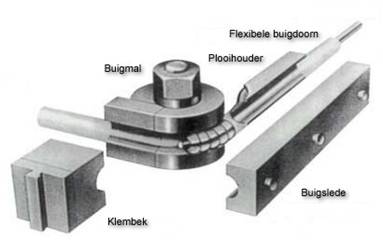
Fig. 3.4 Gereedschap lay-out doornbuigen
De uitvoering van het doornbuigproces wordt gepresenteerd in een video van Jemo Service B.V. (22-12-2009):
Kwaliteit
Met een CNC-doornbuigmachine kunnen buisproducten automatisch en met grote vorm- en maatnauwkeurigheid worden gebogen. Door de juiste smering en samenhang van bewegingen toe te passen worden scheur- en plooivorming nog meer voorkomen. In optimale situaties kan een buigradius van 1,5 keer de buisdiameter worden gebogen. Het resultaat is wel afhankelijk van materiaalsoort, buisdiameter en wanddikte.
Voor- en nadelen
Voordelen:
- Het proces is flexibel en automatiseerbaar door toepassing van een CNC-doornbuigmachine.
- Er kan gebogen worden met een kleine buigradius zonder dat ovaliteit, scheur- en plooivorming plaatsvindt.
- Het proces biedt een hoog kwaliteitsniveau wat betreft vorm- en maatnauwkeurigheid.
Nadelen:
- Relatief dure equipment (machine en gereedschap).
- Toepassing vergt veel kennis van zaken (machine- en gereedschapinstelling en toepassing van smeren).
- De doorn is kwetsbaar wanneer er grote krachten op worden uitgeoefend door moeilijk materiaal, grote wanddikte en een kleine buigradius.
Toepassing
Doornbuigen wordt toegepast voor buisproducten waaraan hoge eisen worden gesteld wat betreft vorm- en maatnauwkeurigheid. Door gebruik van een CNC-doornbuigmachine kunnen complexe producten, met veel verschillende bochten en buighoeken, worden gemaakt. De gebogen buisproducten worden onder andere toegepast voor uitlaatsystemen van auto´s, buizenframes (bijvoorbeeld voor zitmeubelen) en leidingsystemen (voor gas en vloeistof). In figuur 3.5 zijn verscheidene toepassingen van gebogen buisproducten afgebeeld.

Fig. 3.5 Toepassingen gebogen buisproducten